A Behind-the-Scenes Look at BRP’s Cutting-Edge Operation
 Most of the structure of the Switch is molded plastic materials, rather than fiberglass or other wet composites.
John Sibilski
Most of the structure of the Switch is molded plastic materials, rather than fiberglass or other wet composites.
John Sibilski
Marching to the beat of a different drummer is part of the culture at BRP. Few companies in the marine industry seem as willing to take a chance on a radical design or technology. This has resulted in a few triumphs and some fizzles over the years. However, “nothing ventured, nothing gained” might be the BRP credo.
Two of the latest BRP ventures, the Sea-Doo Switch pontoon line and the Rotax S outboard, are being assembled at a 400,000-square-foot BRP facility in Sturtevant, Wisconsin, and we were recently granted a guided tour to get an inside look at how these revolutionary new products come together. The last time we were in the building, Evinrude G2 outboards were gliding down the assembly line. With the demise of the Evinrude brand in 2020, the facility—originally constructed as a printing plant for Little Golden Books—was gutted and converted to assemble these all-new products. It was certainly an eye-opening visit.
 As the boat moves down the assembly line, a bar code triggers the delivery of all the other required parts for the boat and cues prompt screens for the team assembling the boat.
John Sibilski
Switched On
As the boat moves down the assembly line, a bar code triggers the delivery of all the other required parts for the boat and cues prompt screens for the team assembling the boat.
John Sibilski
Switched On
The assembly area for the Sea-Doo Switch, which earned accolades as Boating’s 2022 Boat of the Year, is unlike any boat manufacturing facility we’ve ever seen. It is clean and quiet—no workers in Tyvek suits rolling out resin, no howling drills and hole saws, no fiberglass dust, shavings and scrap, and no VOC lingering in the air. The Switch boats take form in a two-hour-40-minute process on an assembly line primarily from parts created elsewhere by outside suppliers. No part of the boat is manufactured in Sturtevant, and most of the structure is molded plastic materials, rather than fiberglass or other wet composites.
The process begins with unpacking the powertrain pod, which is assembled at a BRP facility in Queretaro, Mexico, the same plant that manufactures Sea-Doo watercraft and assembles the Rotax engines and pumps that power both products. The pod is molded from Polytec II, a BRP-exclusive composite of polypropylene mixed with long-strand fiberglass. This same material forms the hulls of many Sea-Doo watercraft, including the new GTR-X model we recently reviewed. It is smooth but does not have a glossy finish like fiberglass, and it is strong and scratch-resistant. It can also only be produced in black. According to BRP, the Polytec II and other plastics used to build the Switch can be recycled.
 All boats use the same pedestal and controls.
John Sibilski
All boats use the same pedestal and controls.
John Sibilski
The pod is about 13 feet long and forms the center section of the tri-hull Switch boats. When it arrives at Sturtevant, it contains the entire powertrain, trim tabs, fuel tank, wiring harness, and even the handlebars with controls attached. (The Switch is not steered with a wheel, another BRP break with convention.) With the exception of the pod itself, these parts are almost all common to Sea-Doo watercraft, so it’s efficient to complete this assembly in the same location as the PWC, then truck it up to Wisconsin from Mexico. The pod has a bar code that aligns with a dealer order for boat length, engine power, options and color. The Switch boats are offered in three lengths—13, 16 and 19 feet—but all use the same central pod as a foundation. As the boat moves down the assembly line, the bar code triggers the delivery of all the other required parts for the boat and cues prompt screens for the team assembling the boat. The central pod is placed on a wheeled cart that rolls manually down the first line.
Aluminum beams installed at the next station determine the boat length. If the boat is to be 13 feet, it gets no beam extensions. If it’s a 16-footer, it gets beams 3 feet longer than the central pod; and if it’s to be 19 feet, those beams extend 6 feet forward. The beams bolt to the top of the central pod port and starboard. Next, composite cross members secure to the tops of these beams to tie the structure together and support the deck. The outboard sponsons then attach to the beams and the sides of the central section; if required, a longer center section is added to the main hull.
“The boat goes together like Lego blocks,” explains Nicolas Gagon, operations site director. “All the parts are the same, and the boat grows in 3-foot increments. Once those aluminum beams are installed, the team can just install each section.”
 At the end of the line is a final quality inspection, including a check of all electrical components, before the boat is lifted off the AGV and onto a waiting Karavan trailer.
John Sibilski
At the end of the line is a final quality inspection, including a check of all electrical components, before the boat is lifted off the AGV and onto a waiting Karavan trailer.
John Sibilski
This is one of the innovative design aspects of the Switch. In traditional boat manufacturing, the builder would have a mold for each fiberglass hull length, or aluminum tubes for each pontoon length. Every Switch uses that same central pod with the powertrain and the same bow sections on the sponsons. The number of middle sections determines boat length. This gives BRP tremendous flexibility in manufacturing. The entire boat is held together with fasteners. There are no adhesives required for construction. Special automated drivers are used to install the fasteners, many with a Bluetooth link to a central control along the line. When a bit is selected, the tool knows the proper torque to apply. In some cases, it counts the number of revolutions it turns the fasteners. If a screw has a bad thread, for example, the tool will sense that the torque level was reached before the fastener is fully installed and alerts the operator. Many stations also use a “pick to light” system, which knows how many of which fastener the operator should pick from a bin to install each part. The idea here is to maximize efficiency and quality control.
The rest of the boat is similarly modular. At the end of this first assembly line, the boat is placed on an AGV (automated guided vehicle) that follows a strip of magnetic tape on the floor and moves on its own from station to station. Soon there will be AGVs on the first line too. Operators here first place blocks of polystyrene flotation foam in the structure of the sponsons and then add more cross members. Time for more Legos! Colored covers attach to the top of the sponsons. If a part has color, it is formed of polypropylene without the fiberglass reinforcement because it is not structural. The deck is formed with 18-inch-square plastic tiles that screw down to the cross members. Again, the geometry is such that the same tiles are used on each boat length—the longer boats just get more of them.
To the side of this main line are subassembly areas where the helm pedestal and seating are finished, again to match the dealer order as dictated by that bar code. The handlebar and controls rest on the deck now and will be placed on the helm after it attaches to the deck. All boats use the same pedestal and controls. Some models might have a different display screen, or an optional Garmin multifunction display or audio system. Complete seat sections are placed on a cart elevated to deck height and angled so the seat section can glide right off the cart and into place on the boat without lifting. The fence sections and top are some of the last parts to be installed. At the end of the line is a final quality inspection, including a check of all electrical components, before the boat is lifted off the AGV and onto a waiting Karavan trailer. The correct trailer length and finish (paint or galvanized) are waiting, as dictated by the boat order in the central computer that monitors every aspect of production. The boats are shrink-wrapped and then wheeled outside for shipment.
 There’s some Evinrude
pedigree in the Rotax S. The 1.9-liter, three-cylinder, two-stroke powerhead with E-Tec direct fuel injection derives from an Evinrude model, as does the gear case.
John Sibilski
Rotax Stealth
There’s some Evinrude
pedigree in the Rotax S. The 1.9-liter, three-cylinder, two-stroke powerhead with E-Tec direct fuel injection derives from an Evinrude model, as does the gear case.
John Sibilski
Rotax Stealth
Rotax rules the other end of the building, separated from the boat-assembly area by a supermarket of pallet racks storing various components. The Rotax S is a low-profile outboard designed to fit below a swim platform. It currently powers all Manitou MAX pontoon models. In 2024, it is scheduled to debut aboard new Alumacraft boats. We covered the introduction of the Rotax S motor in our first review of the Manitou Cruise 22 MAX Switchback model. But at that time, we could only see the exterior of the outboard because the engine is within a sealed case. Our tour of the assembly area for what BRP insiders still call “the Ghost” outboard—its original project name—gave us a chance to see what one looks like under that housing.
Our first stop is at a row of Makino enclosed, automated machining centers, where the raw aluminum casting for that outer housing is finished. The casting is produced by BRP at its foundry facility in Spruce Pine, North Carolina. The casting weighs about 60 pounds, and requires more than 100 features to be machined, a process that takes one hour and 40 minutes. Because the housing must be watertight, this machining process is critical. The sealing edges must be perfectly straight and flat.
 Because the powerhead is horizontal, a 90-degree gear set is required to send power to the vertical drive shaft.
John Sibilski
Because the powerhead is horizontal, a 90-degree gear set is required to send power to the vertical drive shaft.
John Sibilski
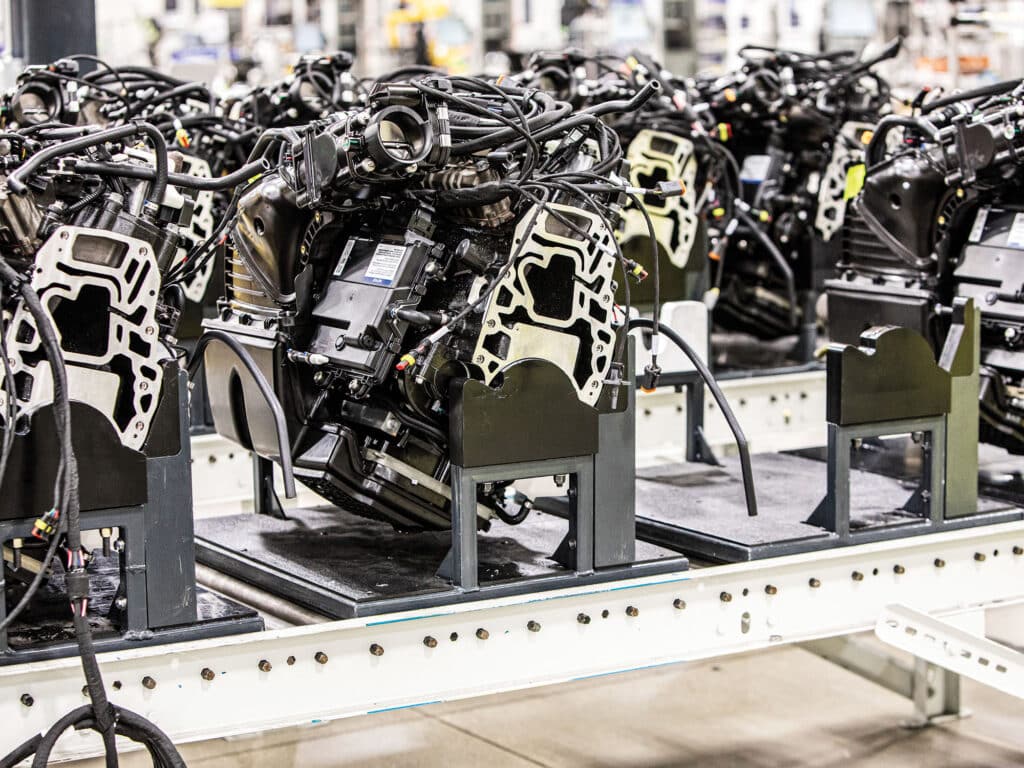
There’s some Evinrude pedigree in the Rotax S. The 1.9-liter, three-cylinder, two-stroke powerhead with E-Tec direct fuel injection derives from an Evinrude model, as does the gear case. Both the powerhead and gear case are assembled in Sturtevant. The engine block is also cast in Spruce Pine and machined in Sturtevant before iron cylinder sleeves are pressed into each bore. As on the boat line, smart tools are used during all phases of engine assembly to monitor torque.
Because the powerhead is horizontal, a 90-degree gear set is required to send power to the vertical drive shaft. These helical gears are secured within a complex cast-aluminum part called the exhaust adapter, which is created using a lost foam process at Spruce Pine. This part bolts into the upper housing and then mates to the powerhead. It’s hollow, acts as an exhaust riser, and also holds that gear set, which must be shimmed to a tolerance of 0.001 inch. The gear case bolts to the lower housing casting.
Read Next: Marine Power Innovation Awards – Rotax S Outboard Engine
 Each motor is hot-tested in a dyno cell before the upper housing is installed so an operator can check for any water or fuel-line leaks.
John Sibilski
Each motor is hot-tested in a dyno cell before the upper housing is installed so an operator can check for any water or fuel-line leaks.
John Sibilski
Each motor is hot-tested in a dyno cell before the upper housing is installed so an operator can check for any water or fuel-line leaks. Digital data from each dyno test stores with the engine serial number, so there’s proof that the engine was A-OK when it left the factory if there’s an issue in the future. After testing, that critical upper housing is installed over its seals and secured with 15 bolts. As a final check, the integrity of the seal is confirmed by applying a vacuum to the case in a sort of leak-down test. Cosmetic plastic covers complete the outboard. The motors are placed three-wide on steel shipping racks and transported by truck to the Manitou plant in Michigan or shipped to Australia for Quintrex models.
Time will tell if the Sea-Doo Switch pontoon and Rotax S outboard are the next great hits for BRP or if these interesting ideas are just too different to catch on. Regardless of the outcome, the beat of BRP’s different drummer will go on.
 A probe in the bottom of the case detects condensation that could collect there and triggers a small pump to expel that water.
John Sibilski
The Sump Pump
A probe in the bottom of the case detects condensation that could collect there and triggers a small pump to expel that water.
John Sibilski
The Sump Pump
The Rotax S outboard has a number of internal features intended to protect the powerhead from moisture. A probe in the bottom of the case detects condensation that could collect there and triggers a small pump to expel that water. During the assembly process, we got to see the probe, which is a small plastic cup containing two electrodes. If enough condensation collects in the bottom of the motor housing, the water will bridge the electrodes and allow current to flow between them, which triggers a small electric pump located high on the powerhead. The water pickup is also located in the lowest spot of the case, and water expels overboard. BRP explains that condensation will form in the case only in extreme situations, such as operation in extreme cold and humid conditions. There’s also a check valve on the intake to prevent water intrusion through the exhaust when the engine is not running. The check valve activates electrically when the engine is keyed off. It has the effect of sealing a pocket of air within the engine to prevent water from pushing back through the exhaust, such as if a large wake completely submerged the motor. That check valve could leak down over a long period of time, so there’s another probe in the exhaust that will detect water before it reaches the engine. The probe can trigger an air pump that will add pressure to the crankcase.
 In 1968, Bombardier introduced the Sea-Doo watercraft to give snowmobile dealers a product to sell in the summer.
Courtesy BRP Archives
BRP History
In 1968, Bombardier introduced the Sea-Doo watercraft to give snowmobile dealers a product to sell in the summer.
Courtesy BRP Archives
BRP History
Canadian inventor Joseph-Armand Bombardier formed L’Auto-Neige Bombardier Limité in 1942 to produce tracked snow coaches and industrial vehicles from a small shop near Valcourt, Quebec. The company entered the recreational market in 1959 with the introduction of the innovative Ski-Doo snowmobile. In 1968, Bombardier introduced the Sea-Doo watercraft to give snowmobile dealers a product to sell in the summer. The original Sea-Doo was a flop that lasted only two years, but Bombardier was back with a new Sea-Doo design in 1988. Bombardier acquired the Evinrude and Johnson outboard brands in 2001 and spun off its recreational brands in 2003, forming Bombardier Recreational Products, or BRP. Today BRP is a $10 billion company with 23,000 employees and eight brands, including the marine segment comprising Sea-Doo, Alumacraft, Manitou, Quintrex
and Rotax. It also produces Ski-Doo and Lynx snowmobiles, and Can-Am off-road and on-road vehicles, with Can-Am electric motorcycles on the horizon.
The post A Behind-the-Scenes Look at BRP’s Cutting-Edge Operation appeared first on Boating Mag.